
В линейном монтаже ПЭ-систем решающее значение имеет повторяемость стыка. Чтобы соблюсти соосность труб, выдержать температурный режим и давление осадки, используют стыковой сварочный аппарат для ПНД труб с гидравлической подачей. Такой комплекс снимает «человеческий фактор» на чувствительных этапах и позволяет вести стыковую сварку по регламенту производителя трубы и нормативам.
Смысл технологии прост: подготовить торцы, прогреть с контролируемым валиком оплавления, затем выполнить осадку и охлаждение под давлением, не нарушая геометрию. От этого зависит герметичность и долговечность врезок, переходов и длинных плетей, особенно на диаметрах от 110–160 мм и выше, где любое смещение превращается в проблему на годы.
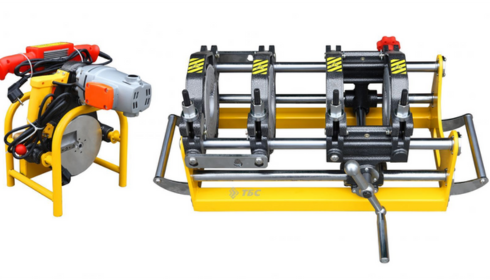
Из чего состоит комплект и зачем нужна гидравлика
Базовый набор включает центратор (рамы с зажимами), торцеватель, нагревательное зеркало с термостабилизацией и гидростанцию. Гидравлика обеспечивает стабильное контактное давление на этапе формирования валика и аккуратную осадку без рывков. В продвинутых версиях есть даталогер: он пишет температуру зеркала, давление, времена стадий — это удобно для отчётности и внутреннего контроля качества.
Ключевые параметры, которые влияют на шов
- равномерность температуры нагревателя по всей площади и её удержание в заданном диапазоне;
- жёсткость рамы и точность центрирования (чтобы исключить «ступеньку» в корне шва);
- стабильное давление на этапах контакта, выдержки и осадки;
- сохранение усилия до полного охлаждения — преждевременная разгрузка даёт внутренние напряжения и дефекты.
Когда аппарат для ПНД особенно оправдан
На длинных трассах водоснабжения и напорной канализации стыковой метод экономит на фиттингах и логистике. В городских условиях, где важны темп и предсказуемость, бригады предпочитают гидравлические комплексы: один блок работает на раскопе, второй — готовит следующую пару труб. На промплощадках к этому добавляется требование документировать каждый стык — тут помогает регистратор параметров.
Как выбрать модель под задачи бригады
Подбирать установку стоит не только по «верхнему» диаметру, но и по тому, на каких Dn вы реально работаете. Для подземной укладки и протяжки в футлярах критична жёсткость рамы; в стеснённых колодцах — компактность секций и масса узлов. Торцеватель нужен с запасом по мощности, а зеркало — с точной термостабилизацией и качественным тефлоновым покрытием. Если в ТЗ заказчика прописан контроль качества, даталогер сразу закрывает вопрос доказуемости соблюдения режимов. При необходимости расширить парк оборудования можно купить стыковой сварочный станок для полиэтиленовых труб с универсальными вкладышами и затем дополнять его аксессуарами под конкретные объекты.
Критерии осознанного выбора
- Диапазон диаметров и жёсткость центратора: влияет на геометрию стыка и удобство фиксации.
- Термостабильность зеркала и равномерность нагрева: критично для структуры материала в зоне оплавления.
- Производительность торцевателя: скорость и чистота подготовки торцов.
- Гидростанция: плавность регулировки и надёжность удержания давления на охлаждении.
- Даталогер и протоколирование: требования технадзора и гарантийная отчётность.
Технологический цикл: короткая памятка
Подготовка начинается с проверки овальности и плотной фиксации в зажимах. Торцевание выполняют до получения непрерывной тонкой стружки по всему периметру. Затем зеркало вводят между торцами, обеспечивают контактное давление до стабильного валика, снижают усилие на выдержку нагрева, убирают зеркало и выполняют осадку. Охлаждение — под давлением, без перемещений. После снятия усилия — визуальный контроль симметрии грат и запись параметров. Любые упрощения, вроде «короче держим» или «греем сильнее — быстрее пойдёт», увеличивают риск непровара и последующих протечек.
Типичные ошибки и как их избежать
Частая проблема — загрязнение торцов и вкладышей: песок и стружка дают пористость и локальные включения. Недогрев приводит к слабой межслойной адгезии, перегрев — к крупнозернистой структуре и ослаблению зоны шва. Рывок на осадке смещает кромки, а раннее снятие давления в охлаждении вызывает деформации. Профилактика проста: чистота, выдержка параметров, проверка манометра и калибровка термопары зеркала по графику.
Экономика и эксплуатация
Стыковая сварка исключает расход на фиттинги, что особенно заметно на диаметрах 225+ мм. Ровное качество сокращает число переделок и аварийных выездов. При сезонной работе важно хранить зеркало в сухих кейсах, защищать тефлон от царапин и регулярно обслуживать гидролинии. Запасные вкладыши и тефлоновые чехлы ускоряют смены диаметров и повышают готовность бригады.
Грамотно подобранный стыковой комплект для ПНД обеспечивает управляемую стыковую сварку с повторяемым качеством, документированными режимами и предсказуемой производительностью на трассе. Для подрядчика это меньше рисков на итоговой сдаче и стабильный темп монтажа, для заказчика — долговечные трубопроводы без сюрпризов.


